Menü
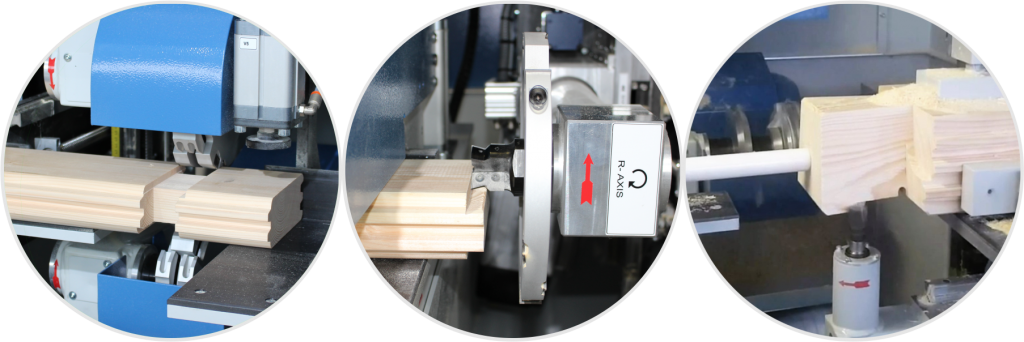









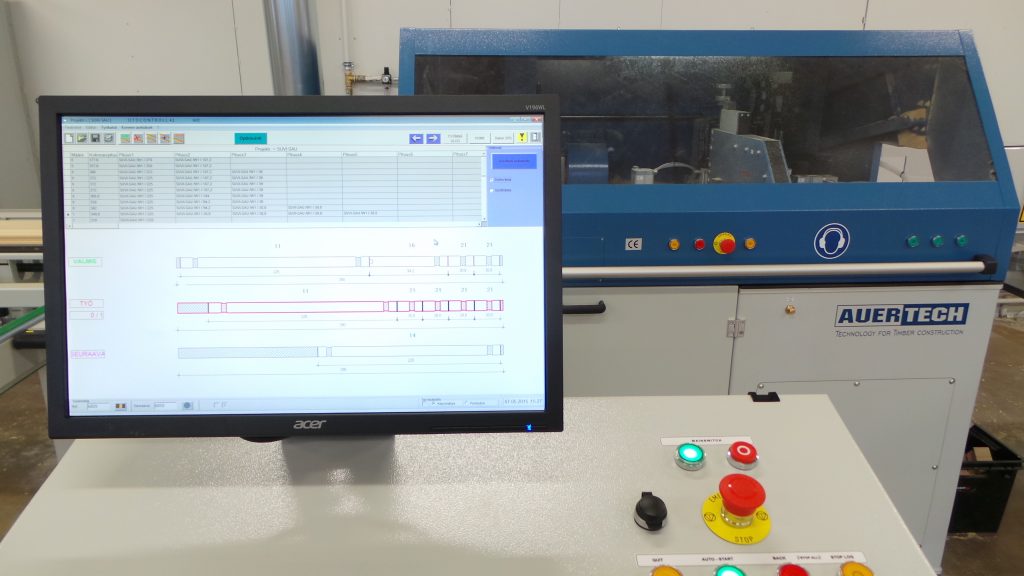
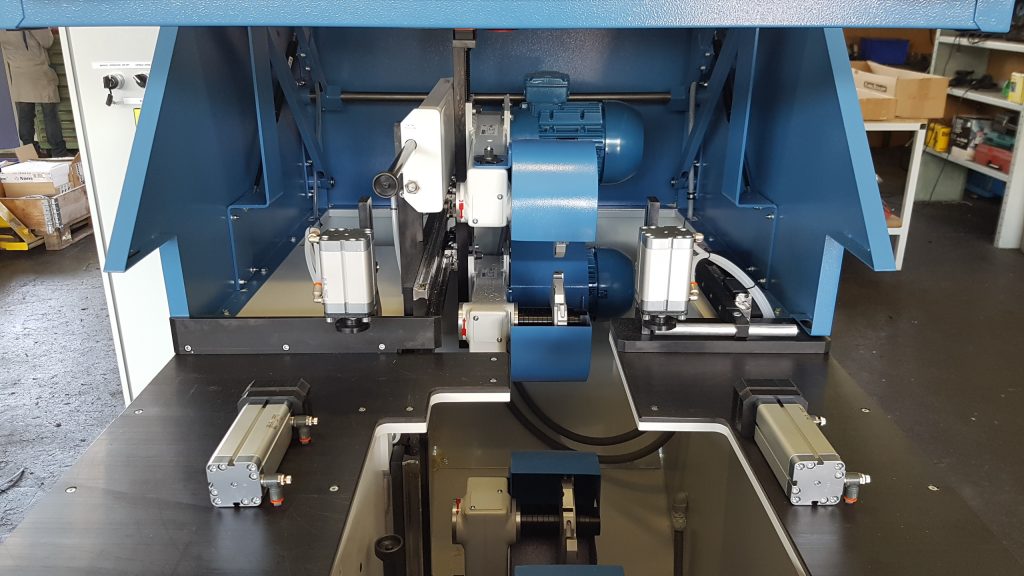
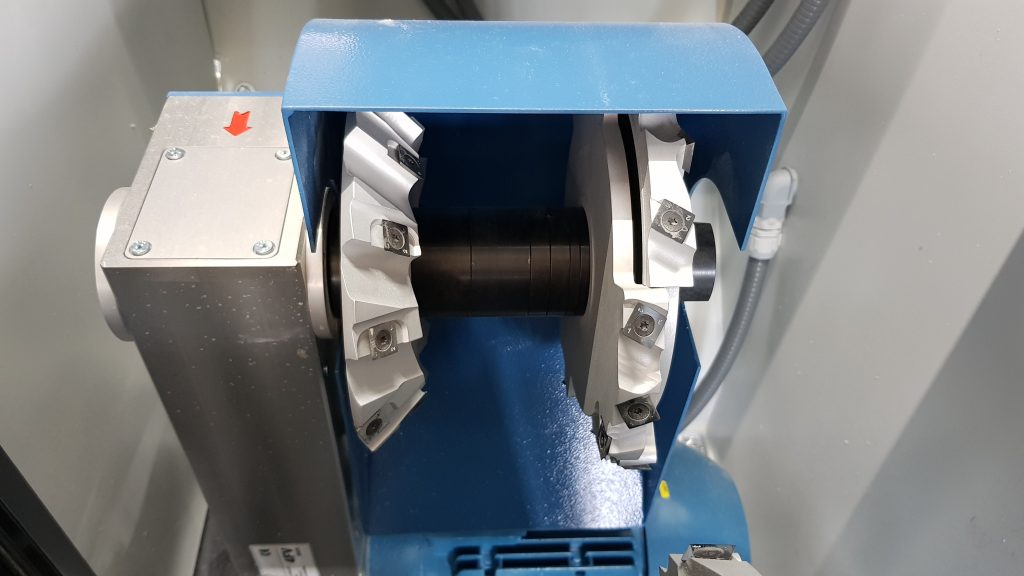
• Automatische Frästiefen Einstellung aller Werkzeuge (insgesamt 6 Achsen)
• Präzise Vorschubsteuerung durch Servoelektrische Antriebe
• Zahlreiche weitere Bearbeitungsmöglichkeiten (siehe Bearbeitungsbeispiele)
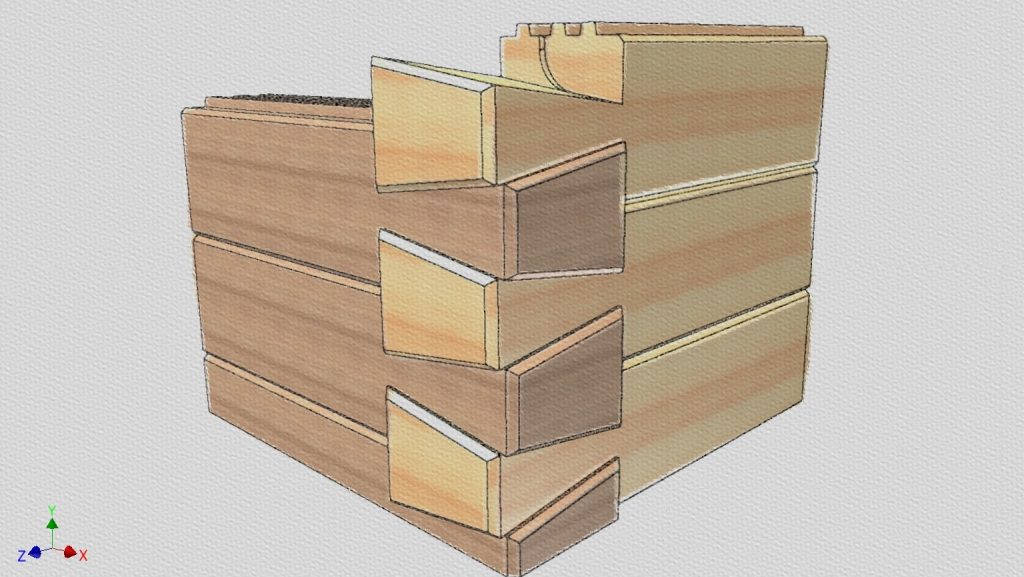
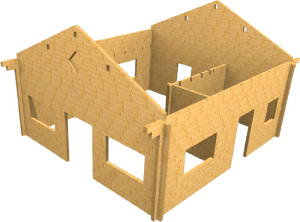
• Kein Umstellen bei verschiedenen Wandstärken
• Zwei verschiedene Wandstärken (Innen- & Außenwände) mit einer Maschinen Einstellung produzierbar







• Bauteil Dimension min. 28 x 100 mm und max. 100 x 200 mm
• Bauteil Länge min. 0,30 m (Abhängig von Bearbeitung); max. je nach Mechanisierung.

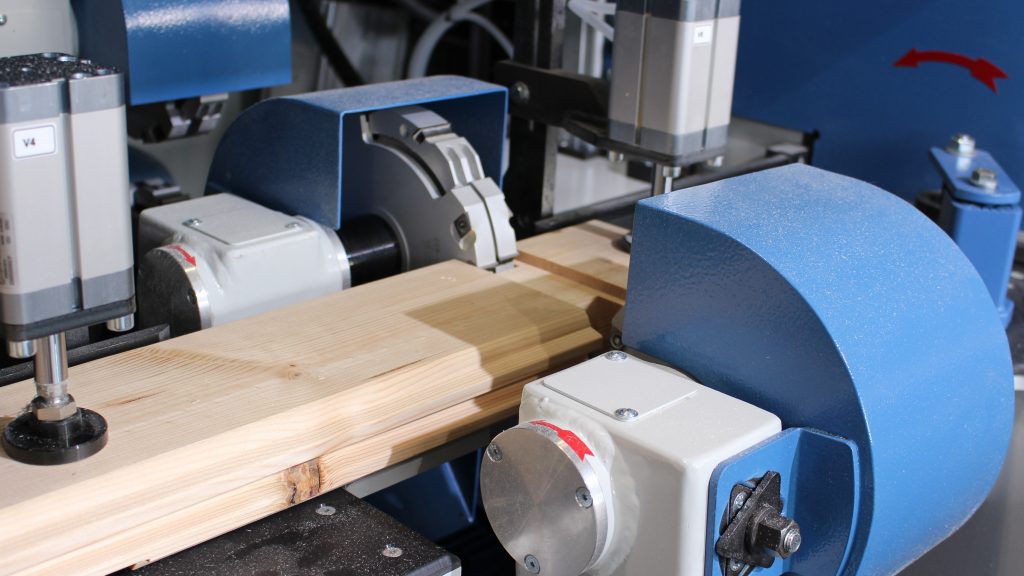
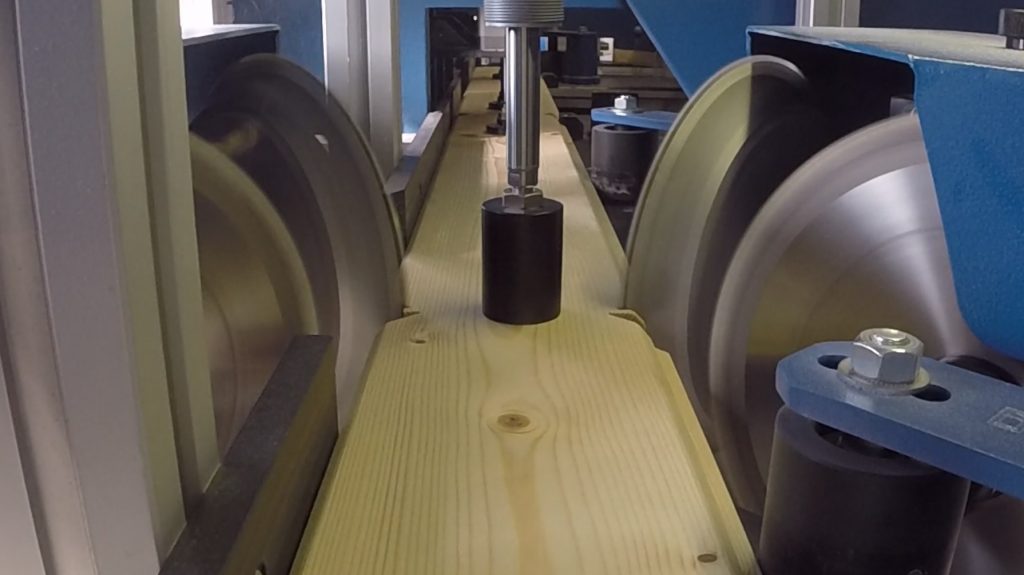
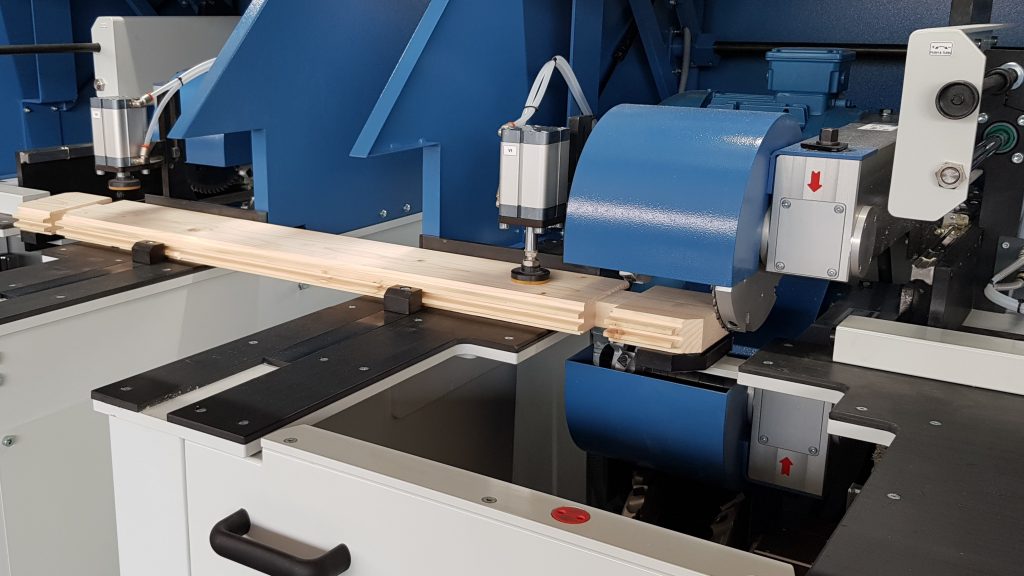
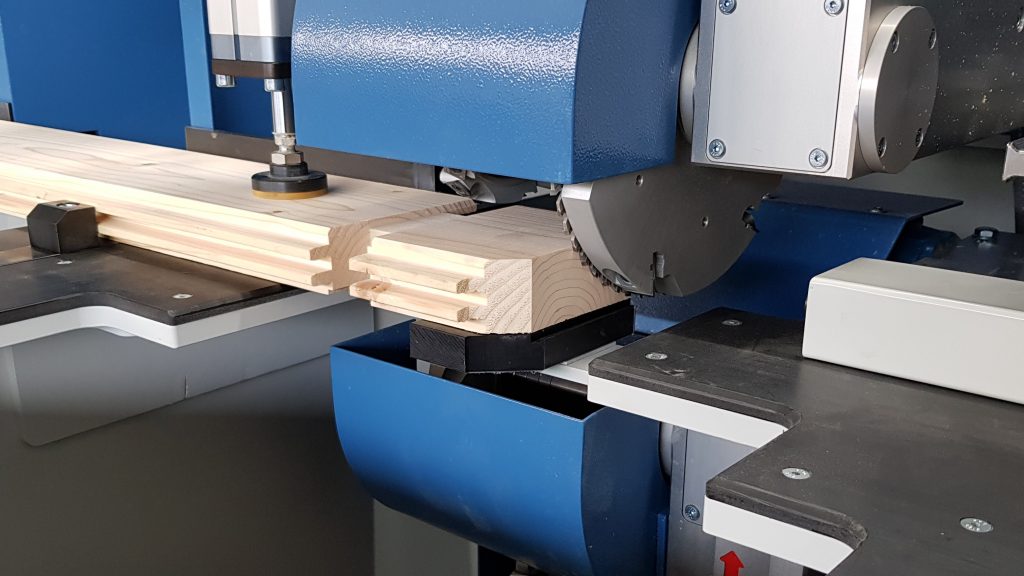
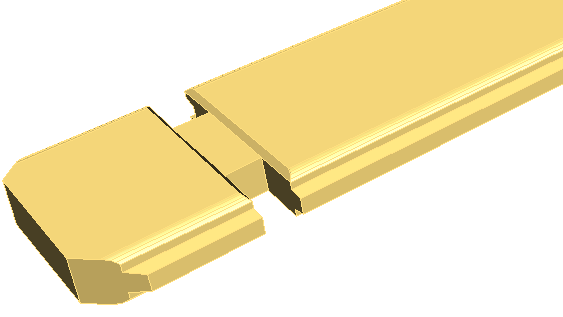
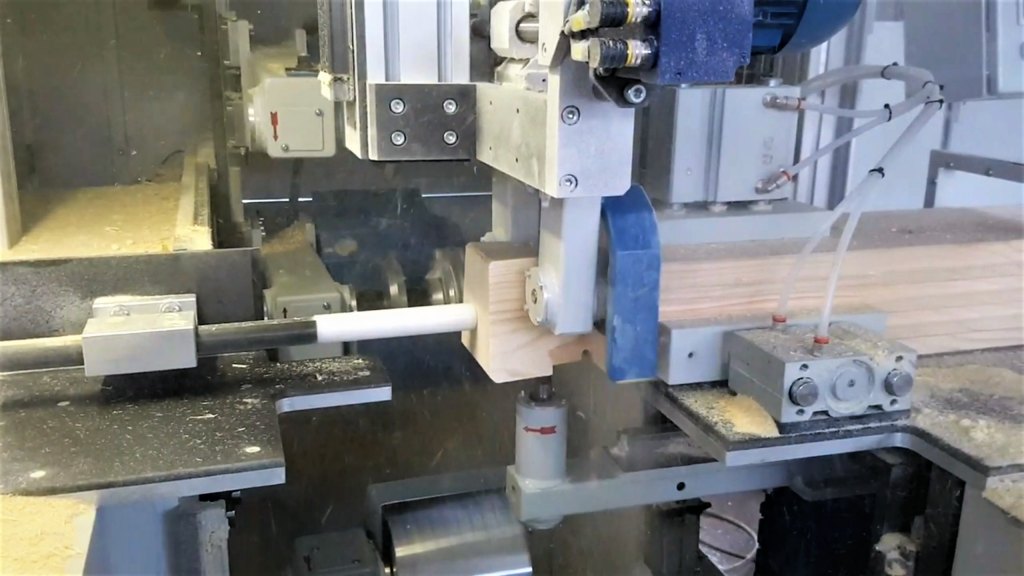
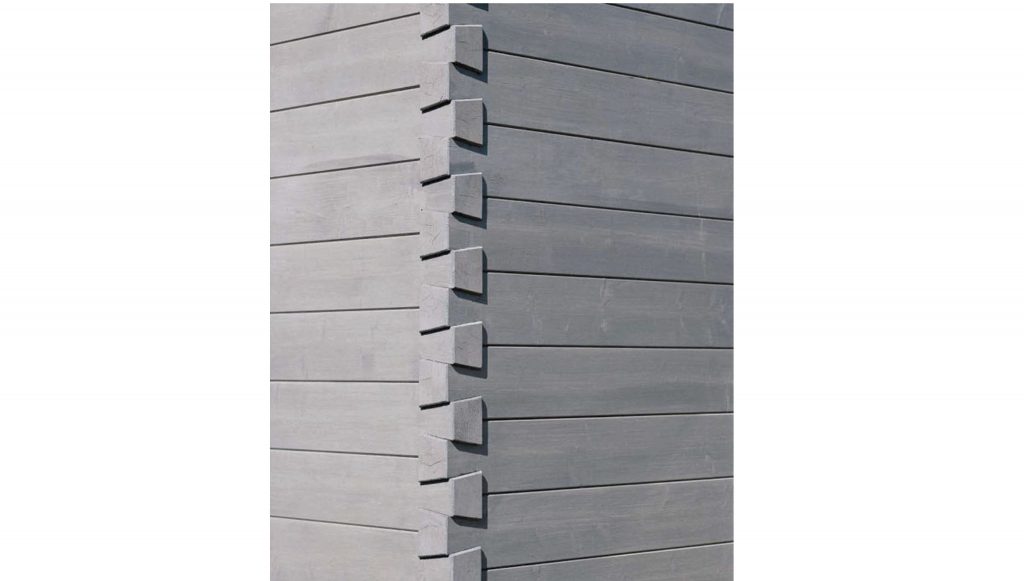
• Zum 45° Anfasen der Ecken an den Vorköpfen.
• Bearbeitung mit Fase- Werkzeugen an den vertikalen Fräswellen im gleichen Arbeitshub.
• Ein präzises Konterprofil aus Kunststoff verhindert Absplitterungen.



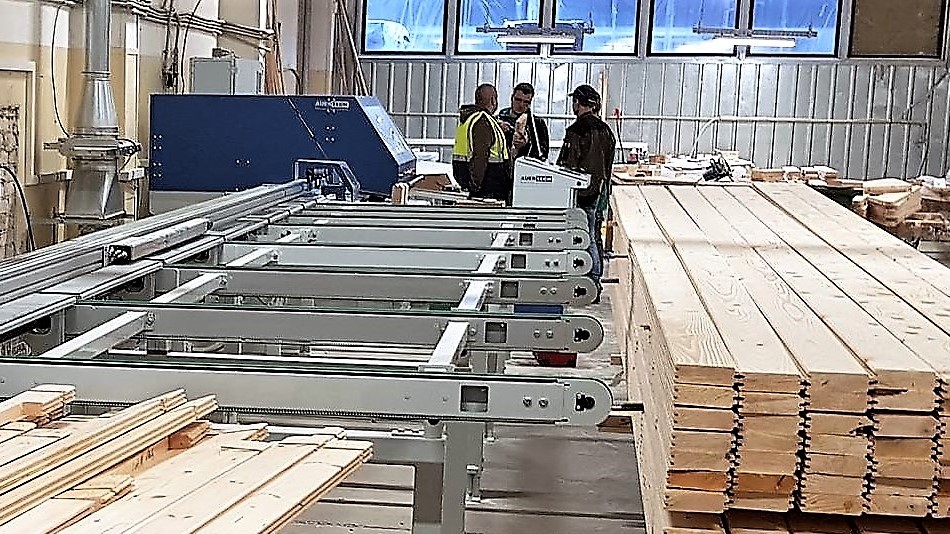
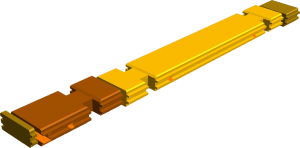
• Bauteil Dimension min. 28 x 120 mm und max. 70 x 160 mm
• Bauteil Länge min. 1,0 m bis max. 6,0m für 2-seitige Bearbeitung.
• Bauteil Länge min. 0,30 m für 1-seitige Bearbeitung.



• Bauteil Dimension min. 70 x 140 mm und max. 140 x 200 mm
• Bauteil Länge min. 0,30 m (Abhängig von Bearbeitungsdimension).
GESCHÄFTSZEITEN:
Montag bis Donnerstag von 08:00 bis 12:00 und 14:00 bis 16:00
Freitag von 08:00 bis 12:00
Sprachen: ![]()
![]()
![]() weitere auf Anfrage
weitere auf Anfrage